L'Institut de Soudure de Goin
L’Institut de Soudure est un acteur majeur en France dans les technologies d’assemblage et de contrôle des matériaux. Il accompagne les industriels dans la mise au point, la qualification et l’optimisation de procédés, grâce à un réseau de centres techniques spécialisés.
C’est dans ce cadre que j’ai effectué mon stage au centre de Goin, au sein du service brasage. Le site compte sept membres permanents : trois dédiés au brasage et quatre au soudage par friction malaxage (FSW). Le service brasage intervient lorsque les contraintes techniques ou les matériaux ne permettent pas le soudage classique. Ses missions couvrent les études de faisabilité, la mise au point des procédés, la réalisation de démonstrateurs, la qualification d’assemblages et parfois la production en petites séries, ainsi que l’assistance technique auprès des industriels.
L’organisation repose sur une gestion par projets, incluant l’analyse du besoin, la réalisation d’essais, les contrôles et la validation des résultats selon les exigences normatives.
Le service dispose d’un atelier équipé de moyens représentatifs des conditions industrielles :
Un four sous vide, garantissant une atmosphère contrôlée et une excellente qualité métallurgique ;
Des équipements de brasage par induction, adaptés aux chauffages rapides et localisés ;
Le brasage au chalumeau, utilisé pour les opérations manuelles, prototypes ou interventions nécessitant une grande flexibilité.
Brasage assisté par ultrasons
Mon premier sujet de stage portait sur l’étude du potentiel du brasage assisté par
ultrasons (US), selon une méthodologie développée conjointement avec la société
EPIEZO. Cette étude faisait suite à une problématique industrielle rencontrée par
SAFRAN lors du brasage d’un connecteur électrique.
Ce type de composant a pour fonction principale d’assurer le passage du courant
électrique, ce qui impose des exigences élevées en termes de conductivité du joint
de brasage. Or, avec le procédé de brasage qui était mis en œuvre, des défauts
apparaissaient au niveau du joint, notamment sous la forme de trous et de porosités.
Ces défauts nuisaient à la continuité du matériau brasé, réduisaient la surface
conductrice, augmentaient la résistance électrique et entraînaient ainsi une dégradation des performances du connecteur.
Dans ce contexte, le brasage assisté par ultrasons apparaîssait comme une solution
prometteuse pour améliorer la qualité du joint de brasage. L’action des ultrasons
peuvent en effet favoriser une meilleure répartition du métal d’apport, limiter la
formation de porosités et améliorer le mouillage entre les pièces assemblées.
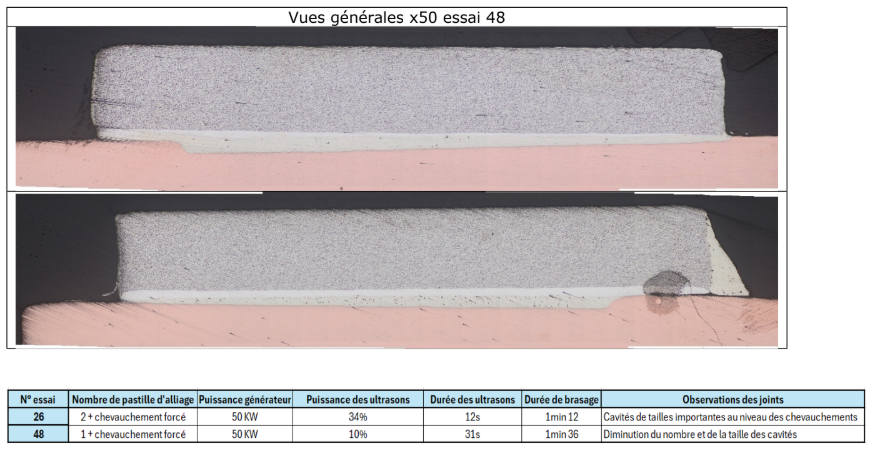
L’objectif de cette étude était donc d’évaluer l’apport du brasage assisté par ultrasons sur la qualité métallurgique du joint de brasage ainsi que sur les performances de conductivité électrique du connecteur étudié. Pour ce faire, plusieurs paramètres seront étudiés : l’amplitude des ultrasons ; le nombre et la géométrie des pastilles d’alliage d’apport ; le retrait de la masse sur la pièce ; le retrait des sauterelles ; le chevauchement ou non des pastilles d’argent sur les pièces en cuivre.
Brasage au four
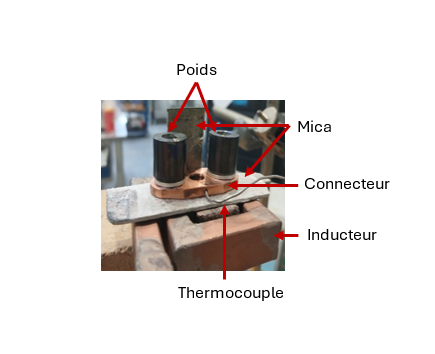
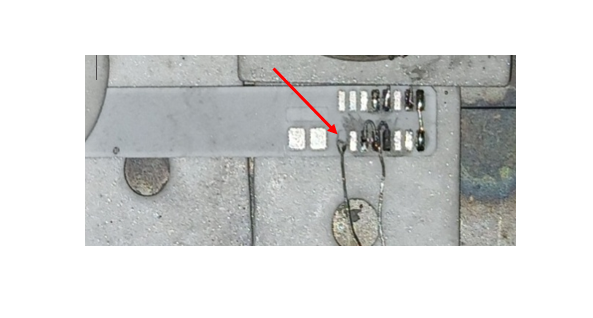
Mon second sujet a concerné une étude de faisabilité menée pour la société Improveheat, portant sur le brasage d’un thermocouple sur un capteur thermique destiné à fonctionner dans des conditions de hautes températures, pouvant atteindre 1200 °C.
Un essai de faisabilité avait été lancé avec la mise en place d’un outillage dédié, assurant le maintien et le positionnement des thermocouples lors du brasage. Il a comporté un premier cycle de brasage sous vide d’environ 19 heures, incluant une montée en température contrôlée, une phase de brasage à 910 °C, puis un refroidissement progressif jusqu’à température ambiante.
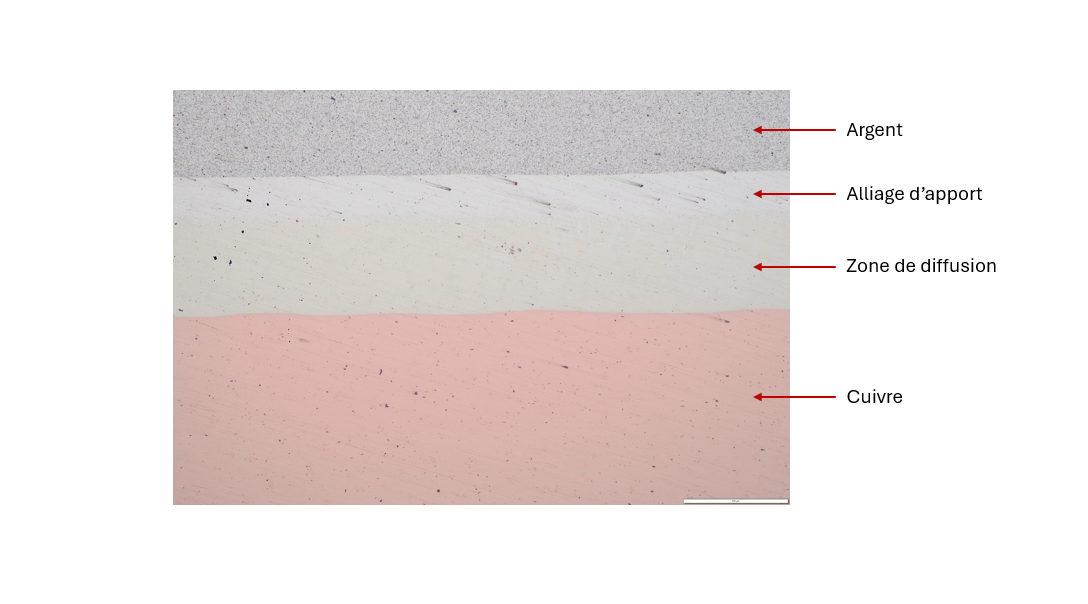
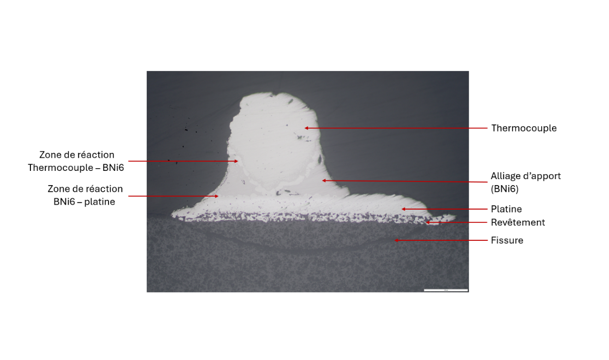
La pièce ayant été endommagée lors de la mise en place de l’outillage, cette situation a été mise à profit pour réaliser une observation des joints de brasage au microscope. Cette analyse microstructurale a permis de mettre en évidence la présence de fissure localisée sous chaque platine. Elle est liée à une forte concentration de contraintes mécaniques au niveau des pieds de cordon.
Ce n’est qu’au 3ème cycle au four que nous avons réussi à braser convenablement l’ensemble des TC sur le capteur thermique. Toutefois, il a été constaté une dissolution totale du substrat sur une platine. Afin de s’assurer que les thermocouples déjà brasés le restent, une nouvelle quantité d’alliage d’apport avait été ajoutée sur ceux‑ci avant le cycle. Ainsi, lors du brasage, l’alliage BNi6 a entièrement réagi avec la platine, entraînant sa dissolution complète.
Développement de compétences techniques et immersion en R&D

Ce stage à l’Institut de Soudure m’a permis de développer mes compétences en brasage et en métallurgie, tout en acquérant une vision globale des procédés industriels et de leurs contraintes. J’ai renforcé mon esprit d’analyse et adopté une véritable démarche expérimentale, essentielle en R&D.
Cette expérience m’a également sensibilisée à l’importance de l’innovation, du respect des exigences techniques (qualité, délais, performance) et du travail en équipe. Elle a enfin contribué à accroître mon autonomie, ma rigueur et ma compréhension des enjeux liés au développement et à l’optimisation de solutions industrielles, notamment à travers la découverte du procédé FSW.