Mise en contexte
Ce projet a été réalisé dans le cadre d’une SAE portant sur la fabrication et l’optimisation d’une pièce mécanique en aluminium. Il intègre l’ensemble du processus industriel, depuis la préparation du modèle (impression 3D) jusqu’à la fabrication par fonderie et les opérations d’usinage.
L’objectif était de maîtriser et optimiser les différentes étapes de production, en prenant en compte des paramètres tels que les conditions de fabrication, la mise en position des pièces, le choix des outils et la consommation d’énergie.
Ce projet s’inscrit dans une démarche globale d’industrialisation, visant à améliorer la qualité, la précision et la performance du procédé de fabrication tout en respectant les contraintes techniques du milieu industriel.
Préparation et mise en œuvre de la fonderie
Cette première étape du projet a consisté à préparer la fabrication de la pièce par fonderie. Nous avons d’abord réalisé un modèle par impression 3D, en définissant des paramètres adaptés afin d’assurer une bonne tenue mécanique et faciliter la création du moule.
Nous avons ensuite étudié les paramètres de fonderie, notamment le dimensionnement de la masselotte et le choix du plan de joint, afin de garantir une bonne qualité de la pièce et limiter les défauts.
Enfin, la pièce a été coulée en aluminium, puis démoulée et ébavurée. Cette phase a permis de comprendre les enjeux liés à la fabrication par fonderie, notamment en termes de précision, de consommation d’énergie et de qualité finale.
Préparation a la fonderie



Industrialisation et optimisation de l’usinage
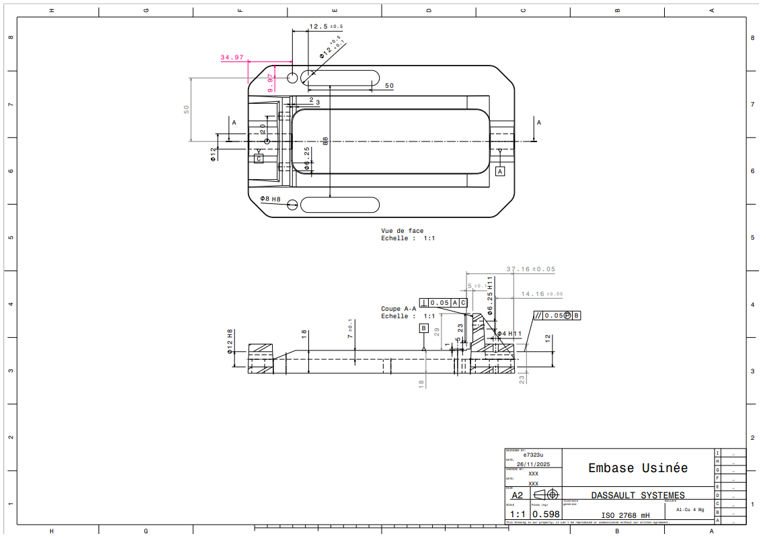
Cette phase du projet a porté sur l’industrialisation de l’usinage de la pièce, en optimisant les conditions de fabrication et en garantissant la précision des opérations. Nous avons revu la cotation et les tolérances afin d’améliorer la qualité, la répétabilité et la compatibilité des pièces en production.
Un travail important a également été réalisé sur la mise en position et le maintien de la pièce, afin d’assurer la stabilité lors des opérations de fraisage. Par ailleurs, le choix des outils et le calcul des paramètres d’usinage ont permis d’adapter le procédé aux capacités des machines tout en optimisant la performance.
Enfin, une analyse énergétique a été menée, mettant en évidence l’impact des procédés d’usinage par enlèvement de matière, nécessitant des efforts importants et une consommation énergétique élevée.
Préparation des plans

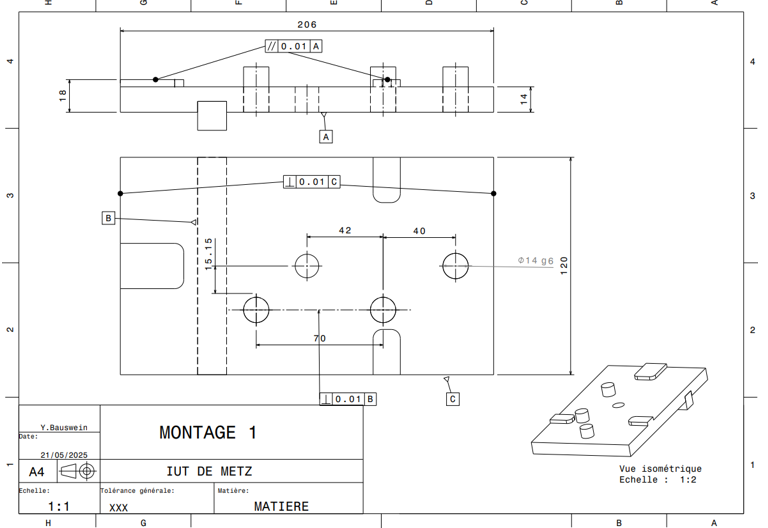
Mise en position et préparation de l’usinage
Cette dernière partie du projet a consisté à préparer et sécuriser les opérations d’usinage en définissant précisément la mise en position de la pièce et les paramètres machine. Le choix de l’origine programme a permis de simplifier la cotation et d’assurer une meilleure cohérence des usinages.
Nous avons également réalisé la mesure et la caractérisation des outils (longueur, rayon), indispensables pour garantir la précision des trajectoires et éviter les erreurs lors de l’usinage.
Enfin, la conception des montages pour les différentes phases a permis d’assurer un maintien fiable et répétable de la pièce, tout en respectant les tolérances imposées. Cette étape a été essentielle pour garantir la qualité, la précision et la reproductibilité du procédé d’usinage.
Choix de la MIP



Apports en compétences et apprentissages
À travers les différentes étapes du projet, j’ai acquis une meilleure maîtrise des procédés de fabrication, notamment la fonderie et l’usinage, ainsi que des paramètres associés (choix des outils, conditions de coupe, mise en position).
Elle m’a également permis de renforcer mes capacités d’analyse et de réflexion, en m’amenant à comprendre les contraintes industrielles et à proposer des solutions adaptées pour optimiser les procédés et améliorer la qualité des pièces.
Par ailleurs, cette expérience a contribué au développement de compétences méthodologiques, telles que la gestion de projet, l’organisation du travail et la rigueur dans le respect des exigences techniques. Le travail en équipe a aussi joué un rôle important, en favorisant la communication et la collaboration.